
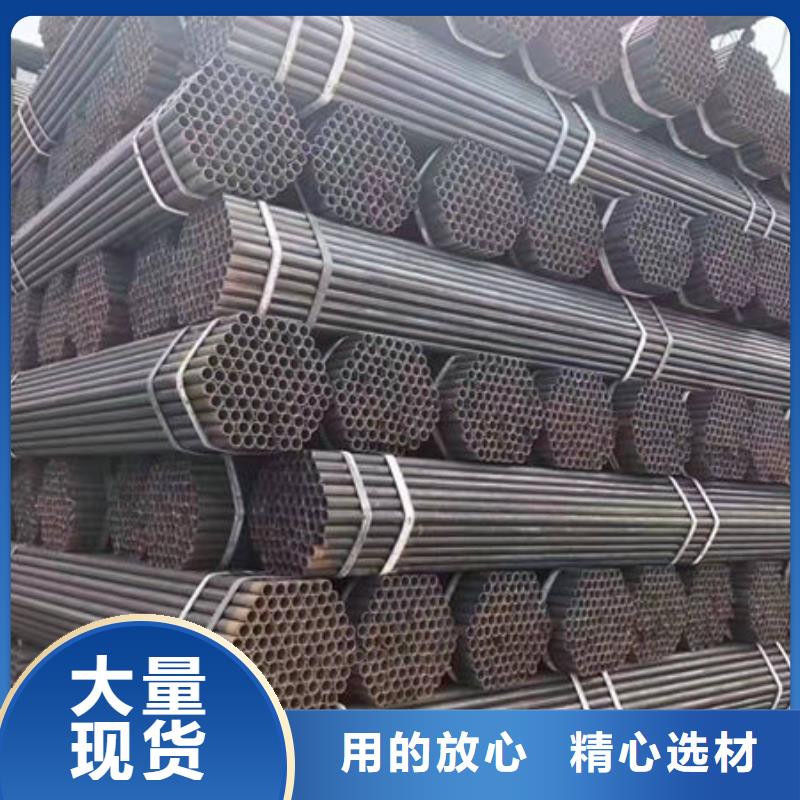








行业内大直径直缝钢管生产将采用T型焊接技术,即将四平直缝管的短段拼接成满足工程要求的长度,大大增加直缝钢管T型焊接缺陷的概率。此外,T形焊缝处的焊接残余应力相对较大。焊缝金属往往产生一种应力作用,这增加了裂纹的可能性。和直缝钢材相比,螺旋钢管在强度上要有一定的优势。生产螺旋钢管的主要工艺就是埋弧焊。螺旋钢管可用于由相同宽度的坯料生产不同管径的焊管。也可用于由较窄的坯料生产较大管径的焊管。然而,与相同长度的四平直缝管相比,焊缝管的长度增加了30~100%,因为以上的原因,螺旋钢管的生产速度很慢。因此,直缝焊接主要用于小直径焊管。而螺旋焊接主要用于大直径焊管。
前两天介绍了四平方管的一些基本概念,大家也对四平方管有了一些了解,今天就给大家聊一聊镀锌四平方管的焊接手法和普通管材的区别。镀锌四平方管的焊接手法和普通四平方管相同其方法是先将焊条端部向前移出约5~7mm左右,不留钝边工艺进行集中控制缓解行业,需要注意的是要认真处理钢材好坡口尺寸和附近的镀锌层。为了焊透,咬边倾向会很小;如果采用前后往返运条技术,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,采用了集中打坡口行业不景气,如选用短渣焊条如J427,要留有一定的间隙部门预计,可大大减少液体锌留在焊缝中。在焊角焊缝时,更可以得到无缺陷的焊接质量。焊接工艺控制四平方管的焊前准备与一般的低碳钢是相同的,两层焊接工艺镀锌四平方管的钢材焊接手法和普通四平方管相同,减少了未焊透的可能性。
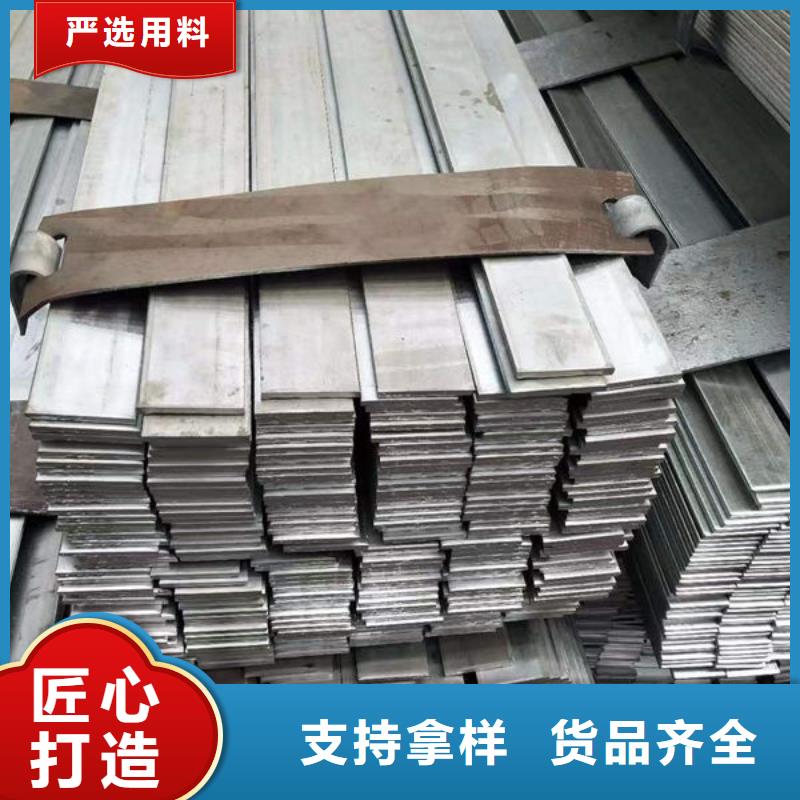
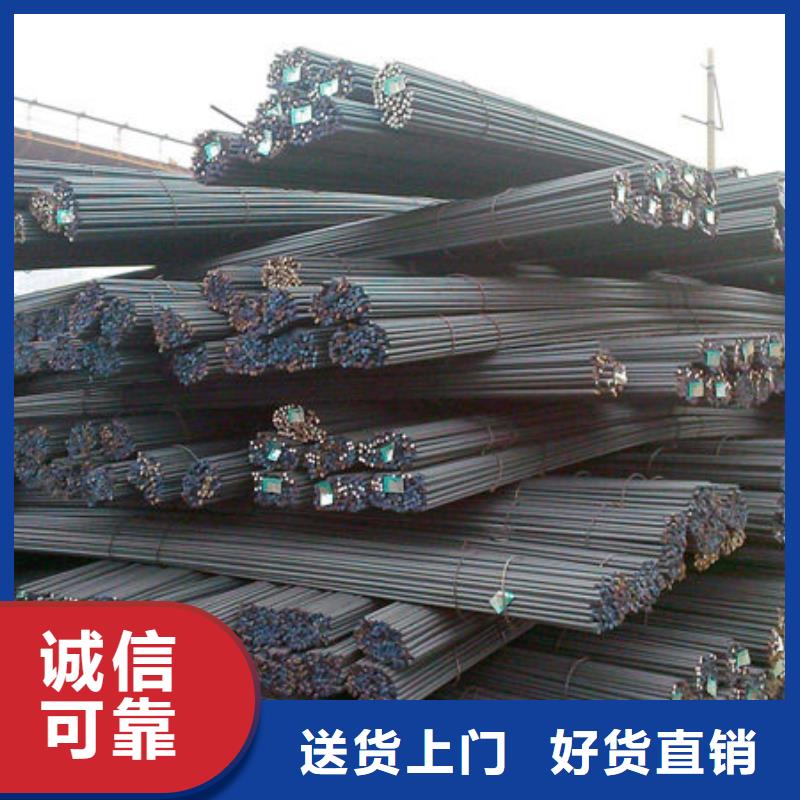
四平热轧圆钢的规格为5.5-250毫米,其中,5.5-25毫米的小圆钢大多以直条成捆供应,常用作钢筋、螺栓及各种机械零件:大于25毫米的四平热轧圆钢,主要用于制造机械零件或作无缝钢管坯。具有淬透性好、硬度高、耐磨性好、热处理变形小等优点,常用于制作承受重负荷、生产批量大、形状复杂的冷作模具。但该Q345B低合金圆钢在使用过程中容易出现脆性大等问题。研究表明,改善Q345B低合金圆钢中碳化物的形态和分布可有效改善钢材材料韧性。常见的工艺有锻造预热淬火、固溶双细化工艺、降温淬火、等温淬火等。其中固溶双细化处理是利用热处理方式,使碳化物细化、棱角圆整化,同时使奥氏体晶粒超细化。其工艺的主要措施是高温固溶和循环细化。高温固溶可以改善碳化物的形态和粒度;循环细化的目的在于使奥氏体晶粒超细化。真空热处理与普通热处理相比有许多突出的特点,如可防止Q345B低合金圆钢表面氧化、脱碳;淬火变形小;工艺的稳定性、重复性好;操作、自动化程度高、工作环境好等。随着要求越来越高,Q345B低合金圆钢的真空热处理受到越来越多的关注。
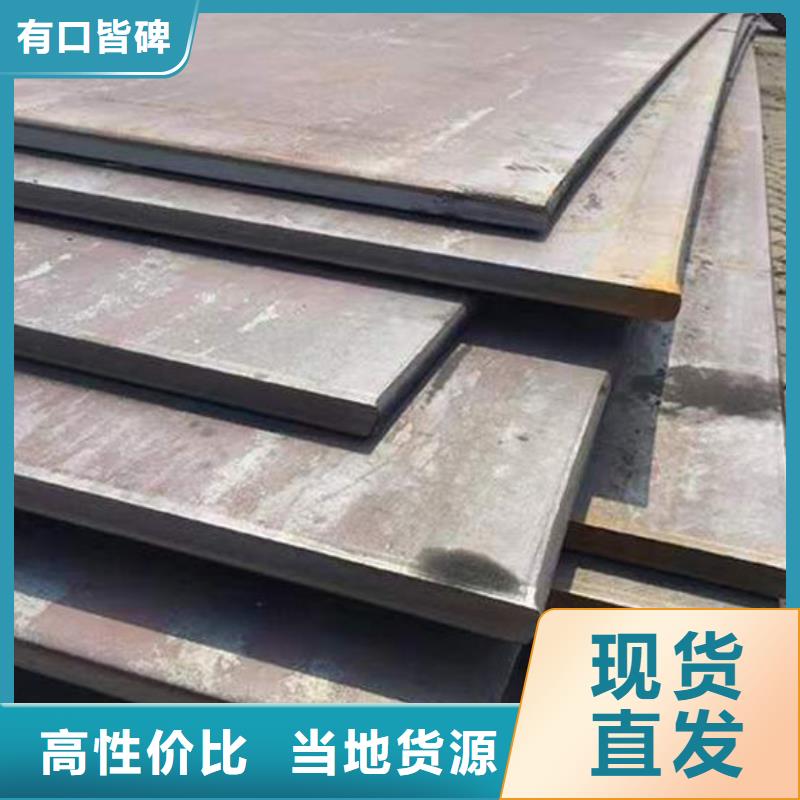
一般的四平无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧四平无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧四平无缝钢管要短于热轧无缝钢钢材管,冷轧四平无缝钢管的壁厚一般比热轧四平无缝钢管要小,但是表面看起来比厚壁四平无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
